Технология сварки алюминия
Алюминий – распространенный конструкционный металл. Его популярность вытекает из набора полезных свойств:
- Прочности;
- Малой массы;
- Высокой теплопроводности;
- Сопротивляемости коррозии.
Однако ряд положительных свойств этого металла приводят к сложности процесса сварки, которые требуют применения специального оборудования и приемов. В этой статье подробно рассмотрим технологию сварки алюминия и его сплавов.
Особенности сварки алюминия. В чем сложности сварки?
Алюминиевые детали хорошо противостоят коррозии, однако этот металл бурно реагирует с кислородом. На самом деле противоречия нет. На воздухе алюминий мгновенно реагирует с кислородом. Из-за этого на поверхности металла образуется тончайшая защитная пленка оксида алюминия Al2O3. Это очень прочное вещество, его кристаллы называются корундом. Из мелких кристаллов корунда делают наждачные круги. Ювелирные кристаллы Al2O3 – это всем известные рубин и сапфир. Кроме того:
- Пленка активно препятствует процессу сварки. Ее температура плавления 2044°С, в то время как у самого алюминия – всего 640-660°С. На малой силе тока проплавить пленку не удается, при ее увеличении металл начинает сильно плавиться, появляются прожоги.
- Алюминий активно реагирует с кислородом, препятствуя соединению деталей. Работа возможна только в защитной среде, вытесняющей воздух из зоны сварки.
- Алюминий при расплавлении не светится как сталь, поэтому трудно контролировать его температуру.
- Линейный коэффициент у металла высокий, поэтому есть большой риск, что при остывании из-за усадки произойдет растрескивание или деформация сварного шва.
- Высокая теплопроводность материала требует больших значений силы тока.
- Расплавленный алюминий легко течет, из-за чего приходится применять искусственный отвод тепла.
Особенности технологии сварки алюминия вытекают из перечисленных нюансов.
Обзор видов сварки. Способы сварки. Технология сварки алюминия
Существует несколько технологий сварки алюминия, использующие разное оборудование. В любом случае варить металл нужно при точном соблюдении норм и правил технологии.
Какой сваркой алюминий варят чаще всего? Таких технологий три:
- Сварка в среде инертного газа при помощи вольфрамового электрода (tig);
- Сварка алюминия полуавтоматом с подачей в зону дуги защитного газа, для заполнения шва используется специальная проволока в виде трубки с присадками внутри;
- Технология сварки алюминия электродом, покрытым специальным составом;
- Плазменная сварка.
В любом случае сварочный процесс заключается в предварительном разрушении пленки оксида алюминия с недопущением ее образования на время плавки. Разрушение проводится током с обратной полярностью. При этом происходит катодное распыление, которое помогает разрушить тугоплавкое вещество.
Какое оборудование необходимо? Варианты оборудования
Подбор оборудования зависит от используемой технологии:
Ручная сварка покрытыми электродами возможна обычным бытовым инвертором со сварочным током не менее 200А, для профессионального оборудования более 300А. Можно использовать для соединения неответственных конструкций.
Сварка алюминия аргоном (tig). Требует инвертер бытового типа с токами до 200А. Профессиональный аппарат выдает ток до 300А. Используется постоянный или переменный ток. Также требуется электрод из вольфрама и баллон с аргоном.
Технология сварки алюминия полуавтоматом (mig). Необходима полуавтоматическая установка с узлом протяжки проволоки, присадочная проволока, баллон с газом и ручная горелка. Аппараты бытового уровня выдают ток до 200А, профессионального класса – порядка 300А.
Подготовка поверхности металла
В отличие от работы со сталью, которая практически не требует подготовки к работе, поверхность алюминиевых деталей обязательно требуется обработать:
Кромки очищаются от загрязнений, краски, затем обезжириваются растворителем, бензином или другими соединениями;
При необходимости выполняется разделка кромок, ее делают, если соединяемые детали имеют толщину свыше 4 мм. При использовании электродов с покрытием разделка кромок необходимо для деталей толще 20 мм;
При сварке листового алюминия с толщиной до 1,5 мм необходимо тщательно обработать торцы листов;
Непосредственно перед сваркой оксидную пленку удаляют щеткой со щетиной из нержавейки или напильником.
Также для зачистки поверхности допускается использование таких химических веществ, как бензин, каустическая сода и др. После каустической соды места, где она применялась, промываются водой из шланга.
Процесс сварки полуавтоматом
Технология сварка алюминия аргоном с применением полуавтомата имеет свои особенности. Сначала нужно подготовиться к работе:
- Установите катушку с проволокой из алюминия в аппарат;
- Конец заправляется на ролики и направляется в выводной канал, чтобы исключить возможность, что она застрянет, временно нужно снять мундштук;
- На аппарате устанавливается сила тока и величина импульса, значения подбираются в зависимости от толщины деталей согласно справочным таблицам;
- Откройте кран баллона с инертным газом;
- Прикрепите кабель с массой к свариваемой детали;
- Не забудьте надеть защитную маску и перчатки.
Рабочий процесс проходит следующим образом:
- Горелку нужно приблизить к месту стыка деталей. Ее сопло должно находиться в 3-5 мм от конца присадочной проволоки и в 6-10 мм от свариваемой поверхности.
- Включите горелку нажатием на кнопку.
- Шов нужно проходить равномерно, в направлении справа налево. Если протяженность шва большая, то удобнее расположиться так, чтобы проходить его в направлении от себя, чтобы равномерно передвигаться вперед, оставляя за собой заваренное пространство. При движении горелки на себя не получится контролировать качество работы, т.к. область сварки будет скрыта пламенем дуги.
- Горелка должна сохранять вертикальное положение, допускается отклонение не более 10-15 градусов.
- При соединении листов с толщиной менее 3 мм при отсутствии в месте стыка зазора достаточно равномерно вести горелку по линии стыка. Если толщина составляет 5-7 мм, а щель 1-2 мм, то движение должно быть колебательным. Используется траектория по спирали, либо в форме полумесяца.
- Толстые детали с разделкой кромок свариваются в несколько проходов горелкой. При заполнении тонкого корневого шва перемещение выполняют ровным, а проходы для заполнения широкого шва и валика делают спиральными или полумесяцем.
Чем меньше расстояние между деталью и электродом, тем дуга будет короче, а металл будет плавиться более равномерно. Во время сварки нужно строго выдерживать одно расстояние.
Чтобы углубление, получающееся в конце шва, не лопнуло из-за усадки металла, нужно проварить это место обратным направлением ходом, заполнив его металлом.
Не отключайте сразу подачу газа, необходимо после выключения дуги продуть горелку в течение нескольких секунд (до 10). Проверьте получившийся шов – на нем не должно быть непроваренных мест, пузырей, наплывов металла. Качественно проваренный шов должен быть одинаковым по ширине и иметь вид цепочки чешуек.
Сварочные материалы для работы с алюминием
Метод сварки алюминия подбирается в зависимости от имеющегося оборудования, требований, предъявляемым к соединительному шву, ответственности сварной конструкции и механическим воздействиям, которым она будет подвергаться.
Рекомендуемые материалы:
- MMG. При работе с покрытыми электродами, можно посоветовать марку электродов Castolin EutecTrode 2101 S d2,5. Поддерживают стабильную дугу, обеспечивается хорошее перемешивание, разбрызгивание металла небольшое. Также можно рекомендовать электроды Межгосметиз ОЗР-1М d3,0. Они подойдут для заваривания корневых швов.
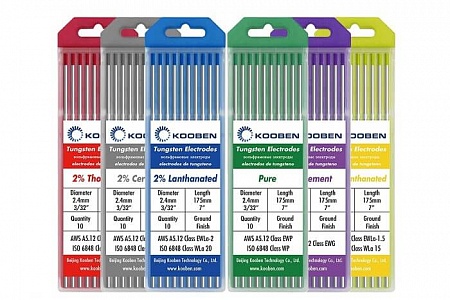
- TIG. Используйте вольфрамовые электроды марки WL-15 (золотистый наконечник) или WL-20 (наконечник синего цвета). Сплав электрода содержит оксид лантана (его процентное количество отражено в названии детали). Электроды долговечные, хорошо поджигают и стабильно держат дугу. Иглу лучше брать с диаметром 1-3,2 мм.
- MIG. При выборе проволоки обращайте внимание на выходное отверстие в сопле – проволока должна быть сечением не выше его диаметра. Марки проволоки выбирайте СвАК5, СвАМг5, СвАМг6, СвАМц. Какую конкретно брать определяется сплавом, из которого сделаны свариваемые детали и наличия в них легирующих металлов (марганца, кремния и др.). Также проволоку можно использовать во время сварки tig как присадку.
Учтите, сварка алюминия достаточно сложна. Поначалу она будет получаться плохо, соединительные швы будут выходить кривыми. Мастерство приходит с опытом.